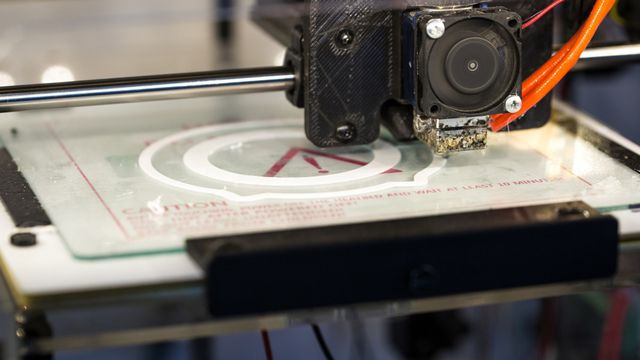
FDM технологиясы бар классикалық 3D принтер
Басып шығару технологиясынан бастайық. Қазіргі уақытта 3D принтерлер өте көп, және, тиісінше, олардың көмегімен модельдер құрудың жолдары да есептелмейді. Негізінде, барлық принтерлерде үш түрлі технологияның бірі бар.
Біріншіден, стереолитография деп аталады (SL немесе SLA). Принтердің ішіне сұйық фотополимер орналасқан ванна орналастырылған. Фотополимерлер-бұл жарыққа ұшыраған кезде қатаятын пластмассалар немесе шайырлар. Принтерлер әдетте акрил, эпоксид немесе винил шайырымен жұмыс істейді. Лазер сәулесі шайырдың бетінде қозғалады және оған тиген жерде шайыр қатаяды. Фотополимер бассейнінде әр қатаюдан кейін сәл төмен түсетін платформа бар (ваннаға тереңірек). Осылайша, нысан кәдімгі принтердегі мәтін сияқты қатар-қатар басып шығарылады. Модель толығымен қатайғаннан кейін ол жоғары беріктігі мен химиялық төзімділігімен сипатталады. Бұл әдістің артықшылығы-беріліс дәлдігі: тіпті кішкентай микрометриялық құрылымдар принтер өте таза басып шығара алады. Өкінішке орай, стереолитографиялық принтерлер қазір өте қымбат.
3D-принтер жұмысының екінші технологиясы-селективті лазерлік агломерация (SLS). Мұның қалай жұмыс істейтінін түсіну үшін қозғалатын платформа орналасқан тік құбырды елестетіп көріңіз. Басып шығарудың басында платформа жоғарғы жағында орналасқан. Пластик, пластмасса жабыны бар қалыптау Құмы, металл немесе керамикалық ұнтақ платформаға роликтің көмегімен жұқа қабатпен таратылады. Содан кейін лазер сәулесі платформада қозғала бастайды, ұнтақтағы белгілі бір нүктелерді қыздырады, осылайша олар қосылып, объектінің бірінші жазықтығын құрайды. Осыдан кейін платформа сәл төмендейді және процесс қайтадан басталады. Осылайша, нысан қайтадан қабаттарға салынады.
Үшінші әдіс — классикалық. Бұл модельдеу әдісі (FDM) деп аталады. Бұл процесте өнімнің әрбір жаңа қабаты сұйық пластиктен жасалады, ол экструдер арқылы өтеді (белгілі бір пішінді беретін бағдарламаланатын құрылғы), содан кейін лазермен дереу емделеді. Содан кейін қатайтылған қабат төмен қарай жылжиды, экструдер жаңа қабатқа пішін береді және ол алдыңғы қабаттың үстіне және т.б. Мұндай принтерлер салыстырмалы түрде арзан және оларды кейбір ноу-хаудың көмегімен жинауға болады. Мұнда басып шығару дәлдігі стереолитографиямен салыстырғанда нашар, бірақ әуесқойлар үшін бұл 3D басып шығарудың ең қолайлы процедурасы.
Басып шығару модельдері қалай жасалады?
Біріншіден, CAD бағдарламасының көмегімен объектінің 3D моделі жасалады және арнайы STL форматында сақталады. Содан кейін STL файлы Cura немесе Slic3r сияқты принтерді кесу бағдарламасына жүктеледі. кесу бағдарламасы модельдің физикалық қасиеттерін орнатуға мүмкіндік береді, мысалы, толтыру тығыздығы немесе тірек конструкцияларын пайдалану.
Бағдарлама 3D моделін G-кодқа түрлендіреді. Ол құрамында нұсқаулықты үшін экструдер, олар бойынша сол керек ұялатып, нысаны әрбір қабаттың моделі. Код принтерге жүктеледі, құрылғы іске қосылады және басып шығару басталады.
3D басып шығаруда қандай материалдар қолданылады?
3D басып шығару пластиктің әртүрлі түрлерін қолдану арқылы жүзеге асырылады. Ол үлкен катушкаларға оралған жіптер түрінде болады. Жіп принтерге зарядталады, ол оны тартып, ерітеді, сондықтан пластик сұйық болады және оны қалыптастыруға болады.
Көбінесе принтерлерде полилактид (PLA) қолданылады. Бұл жаңартылатын көздерден алынған пластик — мысалы, жүгері крахмалы. Бұл су репелленті, сонымен қатар тамақ контейнерлерін жасау үшін қауіпсіз. Сонымен қатар, ол отқа төзімді және ультрафиолет сәулелеріне төзімді. Ең үлкен артықшылығы — басып шығару кезінде жағымсыз иіс жоқ.
Полилактидпен басып шығару (PLA)
Акрилонитрил-бутадиен-стирол сополимері (ABS) жиі қолданылады. Бұл пластик әлемдегі ең көп қолданылатын Пластмассалардың бірі болып табылады. Ол әсіресе майларға, майларға және жоғары температураға төзімді. Басып шығару кезінде ол иіс бермейді. Оның модельдері күңгірт.
3D басып шығаруға арналған тағы бір материал-поливинил спирті (PVAL немесе PVOH). Бұл пластиктің ерекшелігі-оның суда ерігіштігі. Осының арқасында модель ішіндегі жүк көтергіш құрылымдарды басып шығаруға ыңғайлы, содан кейін су өткізбейтін пластик, сол PLA ерітіледі. Модель аяқталғаннан кейін ішіндегі тірек құрылымдары ериді.
ABS пластикалық модельдеріндегі тірек конструкцияларын басып шығару үшін соққыға төзімді полистирол (HIPS) жиі қолданылады. Бұл пластик жоғары соққы беріктігі мен қаттылығына ие.
Эксклюзивті әдістерге PLA қосылыстарымен басып шығару, яғни PLA пластикасы мен басқа заттардың бөлшектерін қолдану жатады. Осылайша модельдер жасалады, мысалы, ағаштан немесе мыстан.
Сирек, бірақ әлі де поликарбонат (PC) қолданылады. Бұл пластиктің балқу температурасы өте жоғары-270 ° C-ден 300 ° C-қа дейін.
Механизмдердің бөлшектерін, мысалы, үлкен күшке төтеп беретін және бұзылмайтын берілістерді басып шығару үшін нейлон қолданылады.
Сондай-ақ, “elastic” немесе “flex”деп белгіленген бірқатар пластмассалар бар. Олар әртүрлі заттардан жасалуы мүмкін, бірақ әдетте уретан негізіндегі термопластикалық эластомерлер негізгі ингредиент ретінде қолданылады. Оларды бір нәрсе біріктіреді — икемділік.
Тамақ өнімдеріне арналған ыдыс-аяқ пен контейнерлер қауіпсіз уытты емес пластикті пайдалана отырып басылады. Бұл жоғарыда айтылған PLA немесе полипропилен (PP), ол біріншіден айырмашылығы икемді. Сондай — ақ, ауа-райына төзімді PLA және ABS-PETG қауіпсіз қоспасы бар.